CelloFuel™ – Améliorez à la fois la rentabilité et la productivité de votre usine actuelle
Notre technologie de contrôle de la contamination bactérienne offre aux producteurs de bioéthanol un avantage indéniable : elle réduit les coûts d'exploitation tout en augmentant le chiffre d'affaires, grâce à un raccourcissement des cycles de fermentation. Elle élimine ainsi le recours aux lavages à l'acide sulfurique et aux nettoyages à la soude caustique, prévenant la contamination bactérienne (infection) sans recourir aux antibiotiques. Cela permet aux producteurs de recycler la levure en toute sécurité, ce qui accélère considérablement le processus de fermentation.
Dans les usines de production d'éthanol à base de maïs, les cycles de fermentation sont réduits à 8 à 12 heures.
Dans les usines d'éthanol issues de la canne à sucre, les cycles sont plus courts de 2 à 4 heures que dans les procédés traditionnels de Melle-Boinot.
Pour les usines de production d'éthanol à base de maïs, des cycles plus courts présentent deux avantages majeurs :
Il est possible de produire davantage de lots par cuve de fermentation chaque année, ce qui permet d'augmenter la production totale sans avoir à acquérir de nouveaux équipements.
Les coûts de production sont réduits d'environ 0,02 à 0,06 dollar par gallon, ce qui améliore directement la rentabilité.
Pour les usines brésiliennes d'éthanol issues de la canne à sucre, cette même technologie permet généralement de réaliser des économies annuelles d'environ 10 millions de dollars par usine.
De plus, notre technologie permet aux usines de production d’éthanol à base de maïs de fabriquer de la levure nutritionnelle (un produit riche en protéines) à partir des céréales, en tant qu’activité complémentaire facultative. Cela génère une source de revenus supplémentaire qui s’avère particulièrement précieuse lorsque les prix de l’éthanol sont bas — à l’instar des sucreries brésiliennes qui se tournent vers la production de sucre plutôt que d’éthanol lorsque les prix du sucre sont plus attractifs.
Usines d'éthanol à base de maïs|Usines d'éthanol à base de canne à sucre | Levure nutritionnelle | À propos de nous | Portefeuille de brevets | Accueil
Technologies destinées aux usines de production d'éthanol à base de maïs
Nous avons mis au point des technologies pratiques qui améliorent considérablement l'efficacité et la rentabilité des usines de production d'éthanol à base de maïs. Notre approche repose sur le recyclage de la levure et la maîtrise efficace de la contamination bactérienne, sans recourir au lavage traditionnel à l'acide sulfurique selon la méthode Melle-Boinot ni aux antibiotiques.
Comment fonctionne notre technologie ?
Au lieu d'ajouter des produits chimiques antibactériens dans la cuve de fermentation ou d'utiliser de l'acide sulfurique pour nettoyer la levure lors de son recyclage, nous recourons à une stratégie biologique plus intelligente :
Nous éliminons toute lixiviation du nickel au cours du processus.
Nous utilisons l'urée comme seule source d'azote.
Pourquoi cela fonctionne:
Les bactéries ont besoin de nickel comme cofacteur pour se développer sur l'urée. Sans lui, elles ne peuvent pas se multiplier.
La levure n'a besoin que de biotine (vitamine B7) pour métaboliser l'urée, ce qui lui permet de se développer normalement.
Cela confère un avantage naturel à la levure tout en privant les bactéries de nourriture.
Avantages financiers (pour une centrale type d'une capacité de 100 MMGY)
Augmentation annuelle des bénéfices : 10 à 25 millions de dollars par an (fourchette réaliste : 12 à 18 millions de dollars).
Ces gains proviennent principalement de l'augmentation des rendements en éthanol, de l'amélioration de la récupération d'huile de maïs, de l'augmentation du débit de l'usine et de la réduction des coûts d'exploitation.Coût d'investissement des modifications nécessaires : 6 à 12 millions de dollars (valeur médiane : 8 à 10 millions de dollars).
Réduction des coûts de production: économies nettes comprises entre 0,02 et 0,06 dollar par gallon d'éthanol.
Principales modifications apportées au processus actuel
Nous apportons les modifications ciblées suivantes :
Utilisez le cuiseur à jet pour hydrolyser et liquéfier correctement la purée de maïs.
Ajouter des enzymes telles que la cellulase, la xylanase et la phytase afin d'améliorer le rendement en huile de maïs et de réduire la viscosité du moût.
Augmenter la dose de glucoamylase (une enzyme peu coûteuse) afin d'accélérer la saccharification et la fermentation simultanées (SSF).
Ajoutez la levure recyclée issue du cycle de fermentation précédent directement dans le moût de maïs.
Commencer la fermentation en aérobiose afin de consommer rapidement l'azote aminé libre (FAN) et de permettre à la levure de produire des stérols et des acides gras insaturés.
Feed urea in a controlled (fed-batch) manner with very low nickel content (< 1 ppm) to provide nitrogen without allowing bacterial growth.
Passez à la fermentation anaérobie une fois la phase aérobie terminée.
Procéder à une fermentation à haute densité en utilisant la méthode SSF afin d'atteindre une teneur en éthanol d'environ 19 % v/v.
Utiliser de la silice activée (technologie brésilienne) pour maintenir la viabilité de la levure recyclée à plus de 80 %, même à des teneurs élevées en éthanol.
Utilisez une centrifugeuse à décanteur sur la bière sortant de la cuve de fermentation afin de récupérer les drêches humides (WDG).
Procéder à un lavage à contre-courant pour récupérer l'éthanol issu du WDG et réinjecter le liquide de lavage dans le réservoir de bière.
Utiliser une centrifugeuse à disques triphasée pour récupérer et recycler la levure, tout en améliorant la séparation de l'huile de maïs.
Transvasez le liquide clarifié issu de la centrifugeuse dans la cuve à bière en vue de la distillation.
Principaux résultats et avantages
La durée de fermentation est réduite à 8 à 12 heures. Cela permet de raccourcir les cycles de nettoyage des cuves de fermentation et de réduire considérablement l'encrassement du système de distillation. Les colonnes de distillation ne doivent être nettoyées que tous les 6 à 12 mois, au lieu de toutes les 4 semaines.
Le recyclage de la levure permet d'éliminer rapidement les matières solides et de récupérer l'huile de maïs avant l'étape de séchage des DDGS. Cela réduit considérablement l'encrassement tant dans les colonnes de distillation que dans les séchoirs à DDGS, ce qui permet d'augmenter le débit.
La colonne à bière traditionnelle peut être supprimée. Le système de distillation peut être simplifié pour adopter une configuration de stripping et de rectification de type brésilien, plus propre, moins sujette à l'encrassement et souvent plus économe en énergie lors du traitement de liquides clairs.
Comme les DDGS n'ont pas été exposés à la chaleur de la distillation, les protéines restent mieux préservées. Cela améliore la valeur nutritionnelle, le profil en acides aminés et la digestibilité, tout en réduisant les réactions de brunissement de Maillard (qui altèrent la lysine et d'autres acides aminés essentiels).
L'ajout d'enzymes cellulases/xylanases réduit la viscosité et améliore le rendement en huile de maïs. Les enzymes cellulases libèrent également du glucose supplémentaire issu des fibres des grains de maïs, ce qui augmente le rendement en éthanol d'environ 4 % et génère de précieux crédits RIN de type D3.
L'ajout d'enzymes phytases améliore la récupération de l'huile de maïs et apporte le phosphore supplémentaire nécessaire à la croissance des levures. Cela améliore également la qualité nutritionnelle des DDGS en décomposant le phytate, ce qui favorise la digestibilité du phosphore et des minéraux dans l'alimentation animale et réduit l'excrétion de phosphore dans le lisier.
La levure recyclée consomme rapidement le FAN au cours de la brève phase aérobie, ce qui empêche la prolifération des Lactobacillus et rend inutile l'utilisation d'antibiotiques.
Compatibilité entre le matériel et la levure
La plupart des échangeurs de chaleur à plaques existants (en acier inoxydable 316L) permettent déjà de maintenir la lixiviation du nickel en dessous de 1 ppm.
Les centrifugeuses à décanteur antidéflagrantes standard déjà installées dans les usines de broyage à sec aux États-Unis peuvent être réutilisées pour séparer les solides de la bière issue des cuves de fermentation, plutôt que des résidus de distillation épais.
Le système fonctionne bien avec des souches de levure robustes telles que l'Ethanol Red ou d'autres levures génétiquement modifiées, qui surpassent souvent les souches brésiliennes traditionnelles (PE-2 et CAT-1) lorsque le lavage acide est supprimé et que le stress osmotique est réduit grâce à la fermentation en suspension (SSF).
Avantage à long terme
Le recyclage de la levure déplace le principal goulot d'étranglement de la fermentation vers la distillation. Pour la plupart des usines, l'investissement offrant le deuxième meilleur retour sur investissement consiste à augmenter la capacité de distillation de manière ciblée. Une capacité supplémentaire de 10 à 15 MMGY, rendue possible par cette modernisation, peut générer entre 5 et 12 millions de dollars supplémentaires par an de marge brute (soit environ 4 à 10 millions de dollars nets après prise en compte des coûts énergétiques et d'exploitation supplémentaires).
Résumé
En combinant le recyclage de la levure, la gestion de l’azote à base d’urée, l’utilisation stratégique d’enzymes et la simplification des procédés, les usines peuvent obtenir des rendements plus élevés, réduire leurs coûts, améliorer la qualité des coproduits et diminuer considérablement les besoins en maintenance — le tout sans recourir aux antibiotiques ni au lavage à l’acide sulfurique.
Usines d'éthanol à base de maïs|Usines d'éthanol à base de canne à sucre | Levure nutritionnelle | À propos de nous | Portefeuille de brevets | Accueil
Technologies destinées aux usines de production d'éthanol à partir de canne à sucre
Nous avons mis au point une technologie pratique qui améliore à la fois le rendement et la rentabilité des usines de production d'éthanol à partir de canne à sucre au Brésil et en Inde. Ce système permet de contrôler efficacement la contamination bactérienne sans recourir ni aux antibiotiques ni au lavage traditionnel à l'acide sulfurique selon la méthode de Melle-Boinot sur la levure recyclée.
Comment ça marche ?
Au lieu d'ajouter des produits chimiques antibactériens dans la cuve de fermentation ou d'utiliser de l'acide sulfurique pour éliminer les bactéries lors du recyclage des levures, nous recourons à une approche biologique simple :
Nous remplaçons la source d'azote par de l'urée (introduite par lots).
Nous empêchons la lixiviation du nickel par les équipements.
Les bactéries ont besoin de nickel comme cofacteur pour se développer sur l'urée ; elles ne peuvent donc pas se multiplier efficacement sans lui. La levure, en revanche, n'a besoin que d'une petite quantité de biotine (vitamine B7) pour utiliser l'urée comme source d'azote. Cette différence naturelle permet d'empêcher la prolifération bactérienne sans recourir à des produits chimiques.
Investissement et épargne
Pour une grande usine brésilienne type de production d'éthanol à partir de canne à sucre, le coût d'investissement total des modifications s'élève à environ 0,5 à 1,5 million de dollars américains (avec une moyenne d'environ 1 million de dollars). La majeure partie de ce coût concerne de simples systèmes de dosage d'urée et de silice activée.
L'impact économique est considérable. Nous estimons les économies annuelles à environ 10 millions de dollars par usine. Avec environ 200 grandes usines d'éthanol au Brésil, cela représente une économie potentielle d'environ 2 milliards de dollars par an à l'échelle du secteur.
Modifications à apporter aux installations existantes
Les modifications suivantes sont nécessaires :
Remplacer les compléments azotés actuels par de l'urée et l'introduire de manière contrôlée, selon un procédé de type « fed-batch ».
N'utilisez que de l'acier inoxydable 316L dans les échangeurs de chaleur à plaques afin d'éviter toute lixiviation du nickel dans le fluide de process.
Utiliser la centrifugeuse à décanteur existante pour récupérer la levure du moût fermenté (bière). Cela permet d'éviter le recours à de la levure floculante génétiquement modifiée.
Nettoyez la cuve de fermentation entre deux cycles à l'aide d'eau chaude sous pression, plutôt qu'avec des produits chimiques caustiques.
Il ne faut plus procéder au lavage à l'acide sulfurique de la levure recyclée : celle-ci peut être réintroduite directement dans la cuve de fermentation.
L'élimination de l'acide sulfurique permet d'éviter d'avoir à nettoyer les dépôts de gypse (sulfate de calcium) qui se forment au sommet des colonnes de distillation.
Ajouter de la silice activée (technologie brésilienne) pour maintenir une viabilité élevée des levures — supérieure à 80 %, même à une concentration en éthanol de 19 %.
Résultats
Ces modifications permettent d'obtenir des cycles de fermentation plus courts de 2 à 4 heures par rapport au procédé standard de Melle-Boinot. Comme ce système ne nécessite pas de conditions stériles (aseptiques), il est plus simple, moins coûteux et nettement plus productif que les méthodes conventionnelles.
Usines d'éthanol à base de maïs|Usines d'éthanol à base de canne à sucre | Levure nutritionnelle | À propos de nous | Portefeuille de brevets | Accueil
Le cycle de fermentation dans la production d'éthanol de canne à sucre au Brésil
Au Brésil, la production d'éthanol à partir de la canne à sucre utilise généralement le procédé Melle-Boinot, un procédé de fermentation par lots alimentés, qui est largement utilisé en raison de son efficacité et de son évolutivité. Le processus commence par la préparation d'un substrat, généralement du jus de canne à sucre ou de la mélasse, issus de la transformation de la canne à sucre. Ce substrat, riche en sucres fermentescibles tels que le saccharose, le glucose et le fructose, est introduit dans de grandes cuves de fermentation. La fermentation est effectuée par la levure Saccharomyces cerevisiae, une souche robuste bien adaptée à la production d'éthanol.
Phase de fermentation: La levure fermente les sucres en éthanol et en dioxyde de carbone sur une période allant généralement de 6 à 12 heures, en fonction de facteurs tels que la température (maintenue autour de 30-34°C), la concentration en sucre et l'activité de la levure. Le processus est de type "fed-batch", c'est-à-dire que le substrat est ajouté progressivement pour éviter de submerger la levure avec des niveaux élevés de sucre, ce qui pourrait inhiber la fermentation.
Phase de récolte: Une fois la fermentation terminée, le bouillon fermenté (contenant de l'éthanol, de la levure, de l'eau et des sucres résiduels) est centrifugé. Cette opération permet de séparer la fraction liquide (appelée "vin", qui contient de l'éthanol) de la biomasse de levure. Le liquide riche en éthanol est distillé pour purifier et concentrer l'éthanol, tandis que la levure est récupérée pour être réutilisée.
Recyclage de la levure: Dans le processus standard, environ 90 à 95 % de la levure centrifugée est recyclée dans le cycle de fermentation suivant afin de maintenir une productivité élevée et de réduire les coûts. Avant d'être recyclée, la levure est souvent soumise à un lavage acide (à l'aide d'acide sulfurique) ou à un lavage à l'eau afin d'éliminer les contaminants, en particulier les bactéries, et de rafraîchir la levure en réduisant l'accumulation de sous-produits de la fermentation et de cellules mortes.
Nettoyage des cuves: Après chaque cycle, les cuves de fermentation sont nettoyées afin d'éliminer les résidus et d'éviter la contamination du lot suivant. Ce nettoyage fait généralement appel à la soude caustique (hydroxyde de sodium), souvent chauffée, pour assurer un assainissement complet, suivi d'un rinçage.
Ce cycle se répète plusieurs fois, tirant parti de la levure recyclée pour maximiser l'efficacité de l'industrie brésilienne de l'éthanol à grande échelle, qui produit des milliards de litres par an.
Améliorations sans contamination bactérienne ni lavage à la levure
Considérons maintenant un processus modifié dans lequel aucune contamination bactérienne n'a lieu pendant la fermentation et aucun lavage à l'acide ou à l'eau n'est appliqué à la levure centrifugée. Au lieu de cela, 95 % de la levure est recyclée directement sans lavage. Voici comment cela modifie et améliore potentiellement le processus :
Améliorations opérationnelles
Élimination de la récupération de l'éthanol à partir du lavage à l'acide:
Dans le processus standard, le lavage acide de la levure peut diluer l'éthanol résiduel accroché à la biomasse de la levure. Cet éthanol doit être récupéré (par exemple, par distillation), ce qui ajoute une étape énergivore. En sautant le lavage, aucun éthanol n'est perdu dans une solution de lavage, ce qui élimine ce processus de récupération et permet d'économiser de l'énergie.
Pas de neutralisation des acides:
Le lavage acide nécessite la neutralisation de la boue de levure acide (par exemple, avec une base comme la chaux) avant le recyclage pour éviter d'endommager la levure ou d'altérer le pH de la fermentation. L'absence de lavage élimine le besoin de neutralisation, ce qui réduit les intrants chimiques, le traitement des déchets et les coûts associés.
Processus simplifié:
La suppression de l'étape de lavage permet de rationaliser les opérations en réduisant le nombre de processus unitaires, la main-d'œuvre, l'entretien des équipements et la consommation d'eau.
Ces changements améliorent l'efficacité de l'usine en réduisant les dépenses énergétiques, chimiques et opérationnelles.
Concentration à l'équilibre des métabolites et des cellules mortes
Sans lavage, la levure recyclée transporte des métabolites de fermentation (par exemple, des acides organiques tels que l'acide acétique, le glycérol et les alcools supérieurs) et des cellules de levure faibles ou mortes dans chaque nouveau cycle. Voici comment cela se stabilise :
Accumulation: Au départ, les concentrations de ces composants augmentent à chaque cycle, car 95 % de la levure, y compris ses métabolites et ses cellules mortes, sont réutilisés.
Prélèvement et dilution:
5 % de perte de levure : les 5 % de levure non recyclée (jetée ou perdue) éliminent une petite fraction de ces composants du système.
Ajout de substrat frais : Chaque cycle introduit du jus de canne à sucre ou de la mélasse fraîche, diluant ainsi la concentration de métabolites dans le bouillon de fermentation.
Équilibre: Sur plusieurs cycles, une concentration d'équilibre est atteinte lorsque le taux de production de métabolites et d'accumulation de cellules mortes est égal à leur élimination (par la perte de 5 % de levure) et à la dilution (par le substrat frais). Ce niveau d'équilibre serait plus élevé que dans un système de levure lavée, où le lavage élimine certains métabolites et cellules mortes à chaque cycle. Cependant, étant donné que Saccharomyces cerevisiae est tolérante à bon nombre de ses propres sous-produits (jusqu'à certains seuils) et qu'il n'y a pas de concurrence bactérienne, cette concentration plus élevée est gérable sans nuire de manière significative à l'efficacité de la fermentation.
Quantitativement, cet équilibre dépend des conditions de fermentation (par exemple, la concentration en sucre, la durée du cycle), mais qualitativement, il se stabilise à un niveau reflétant l'équilibre entre la production, la perte et la dilution.
Amélioration du temps de cycle avec des cuves lavées à l'eau
Enfin, il faut voir comment le fait de ne pas laver la levure améliore la durée globale du cycle lorsque les cuves de fermentation sont nettoyées avec de l'eau plutôt qu'avec un produit caustique :
Temps de cycle standard Composants:
Fermentation: 6-12 heures.
Récolte (centrifugation): ~1-2 heures.
Lavage de la levure: dans le processus standard, le lavage à l'acide ou à l'eau, la neutralisation et le rinçage prennent 1 à 2 heures (en fonction de l'échelle et de la méthode).
Nettoyage de cuves: Le nettoyage caustique, souvent à chaud et suivi d'un rinçage, dure 2 à 3 heures ou plus.
Processus modifié:
Pas de lavage de la levure: l'élimination de l'étape de lavage permet d'économiser 1 à 2 heures par cycle. Après la centrifugation, la levure est immédiatement recyclée, ce qui évite une étape de préparation importante.
Cuves lavées à l'eau: Le nettoyage des cuves avec de l'eau plutôt qu'avec des produits caustiques est plus rapide - il peut réduire le temps de nettoyage à 1 ou 2 heures - puisqu'il évite le chauffage, l'exposition prolongée aux produits chimiques et le rinçage intensif. L'eau suffit ici car il n'y a pas de contamination bactérienne et l'objectif est simplement d'éliminer les résidus physiques (levure, sucres) plutôt que de désinfecter en profondeur.
Effet combiné: Sans lavage de la levure, le temps entre les cycles de fermentation se réduit directement. L'association avec un nettoyage plus rapide des cuves à l'eau raccourcit encore le temps d'arrêt, ce qui permet de redémarrer les cycles plus tôt. Par exemple, un cycle qui prenait 12 à 15 heures (fermentation + récolte + lavage + nettoyage caustique) pourrait passer à 10 à 12 heures, ce qui augmenterait le rendement.
L'absence de contamination bactérienne permet ces simplifications sans compromettre la performance de la fermentation, car les bactéries - typiquement contrôlées par le lavage acide et le nettoyage caustique - ne sont pas un facteur.
Conclusion
Dans la production brésilienne d'éthanol de canne à sucre, le cycle de fermentation standard en fed-batch implique la fermentation du jus de canne à sucre ou de la mélasse avec Saccharomyces cerevisiae, suivie d'une centrifugation, d'un lavage de la levure et d'un nettoyage de la cuve avec de la soude caustique. Lorsqu'il n'y a pas de contamination bactérienne et que 95 % de la levure centrifugée est recyclée sans lavage :
Les opérations de l'usine sont améliorées par l'élimination de la récupération de l'éthanol et de la neutralisation de l'acide, ce qui permet d'économiser de l'énergie, des produits chimiques et du temps.
Les concentrations de métabolites et de cellules mortes atteignent un équilibre plus élevé mais stable, équilibré par la perte de levure et la dilution du substrat, tolérable en raison de l'absence d'interférence bactérienne.
La durée du cycle est raccourcie par la suppression de l'étape de lavage de la levure (1 à 2 heures économisées) et, lorsque les cuves sont lavées à l'eau au lieu d'être nettoyées à la soude caustique, le temps de nettoyage est encore réduit (1 à 2 heures au lieu de 2 à 3 heures et plus), ce qui améliore l'efficacité globale.
Ce processus optimisé tire parti de l'absence de contamination pour simplifier et accélérer la production d'éthanol.
Réduit le temps de fermentation:
Dans le processus amélioré, le temps de fermentation est réduit car la levure n'est plus soumise au stress du lavage à l'acide. Voici comment cela fonctionne :
Lavage acide dans les procédés traditionnels
Dans la production traditionnelle d'éthanol, la levure est souvent recyclée entre les cycles de fermentation pour maximiser l'efficacité. Pour contrôler la contamination bactérienne lors de ce recyclage, la levure est lavée avec de l'acide sulfurique. Cependant, cette exposition à l'acide soumet les cellules de levure à un stress. Ce stress peut endommager leurs membranes cellulaires, réduire leur viabilité et ralentir leur activité métabolique. Lorsque ces cellules de levure stressées sont réutilisées, elles ont besoin d'un temps de récupération avant de pouvoir fermenter efficacement les sucres. Cette période de récupération, ou phase de latence, prolonge la durée totale de la fermentation.
Élimination du lavage acide dans le processus amélioré
Dans le procédé amélioré, l'étape de lavage à l'acide est entièrement supprimée. Après la fermentation, 95 % de la levure est séparée par centrifugation et directement réutilisée dans le cycle suivant sans être exposée à l'acide. Comme il n'y a pas de lavage à l'acide, la levure n'est pas soumise à ce stress. C'est la raison pour laquelle :
Viabilité accrue: Les cellules de levure restent plus saines, avec des membranes intactes et une meilleure fonction métabolique.
Pas de temps de récupération: sans avoir à se remettre du stress acide, la levure peut commencer à fermenter immédiatement le nouveau lot de jus de canne à sucre ou de mélasse.
Comment réduire le temps de fermentation
La clé d'une durée de fermentation plus courte réside dans l'amélioration de l'état de la levure :
Démarrage plus rapide: Dans le processus traditionnel, la levure lavée à l'acide peut entrer dans une phase de latence lorsqu'elle se remet du stress, ce qui retarde le début de la fermentation active. Dans le procédé amélioré, cette phase de latence est minimisée ou éliminée car la levure n'est pas stressée et est prête à travailler immédiatement.
Fermentation plus efficace: Une levure plus saine convertit plus rapidement les sucres en éthanol et en dioxyde de carbone. Sans avoir à réparer les dommages causés par l'acide, la levure fermente plus rapidement, ce qui permet de boucler le cycle plus tôt.
Combien de temps gagne-t-on ?
La réduction exacte du temps de fermentation dépend de facteurs tels que la souche de levure, la concentration en sucre et les conditions de fermentation. Toutefois, en évitant le stress acide, la fermentation peut être raccourcie d'environ 10 à 20 %. Pour un cycle de fermentation typique de 8 à 12 heures, cela peut représenter une économie de 1 à 2 heures par lot.
Avantages supplémentaires
Outre la réduction de la durée de fermentation, le fait de ne pas procéder à un lavage acide simplifie le processus. Il élimine le besoin d'acide, d'agents neutralisants et d'étapes supplémentaires telles que le traitement du lavage, ce qui permet également d'économiser du temps et des ressources. Avec des cycles de fermentation plus rapides, l'usine peut traiter plus de lots dans le même laps de temps, ce qui augmente la productivité globale.
Conclusion
En éliminant le lavage à l'acide, le processus amélioré maintient la levure en meilleure santé et plus active, évitant le stress qui ralentit la fermentation dans la méthode traditionnelle. Cela permet un démarrage plus rapide et une conversion plus efficace des sucres, réduisant ainsi le temps de fermentation tout en améliorant la simplicité et l'efficacité du processus.
Amélioration du contrôle de la contamination dans les usines brésiliennes d'éthanol de canne à sucre
Exemple d'utilisation au Brésil :
Cette technique peut être utilisée dans les usines d'éthanol de canne à sucre au Brésil pour améliorer l'efficacité, produire plus d'éthanol, réduire la formation de mousse et atténuer la forte odeur de la vinasse. Les modifications apportées par cette technique de contrôle de la contamination permettent d'utiliser le recyclage des levures sans lavage à l'acide afin d'accélérer le temps de fermentation dans les usines flexibles.
Changements nécessaires : Des changements minimes sont nécessaires pour intégrer notre technique de contrôle de la contamination :
Utiliser l'urée comme seule source d'azote, en remplacement du sulfate d'ammonium.
Utiliser l'alimentation en lots d'urée
Veiller à ce que les échangeurs de chaleur soient en acier inoxydable 316 (et non 304).
Ne pas utiliser de lavage acide, recycler la crème de levure directement à partir de la centrifugeuse.
Nettoyer les cuves avec de l'eau pulvérisée à haute pression, sans produit caustique
Avantages :
Réduit la contamination par les levures sauvages : Sans contamination bactérienne, la contamination par D. bruxellensis et d'autres levures sauvages ne se produit pas lorsque l'on utilise une souche de S. cerevisiae à croissance rapide comme la PE-2.
Réduit la formation de mousse : La mousse est réduite car la protéine extracellulaire du Lactobacillus est éliminée.
Réduction des fortes odeurs : L'élimination du soufre du lavage et le remplacement du sulfate d'ammonium par de l'urée entraînent une réduction significative du soufre dans la vinasse, ce qui réduit la forte odeur due aux bactéries produisant du sulfure d'hydrogène à partir de la vinasse. Le fait de ne pas utiliser de dioxyde de soufre dans la clarification du jus de canne à sucre peut réduire davantage la forte odeur de la vinasse.
Réduit l'encrassement des colonnes de distillation : L'élimination du lavage à l'acide sulfurique permet d'éviter l'ajout de sulfate de calcium soluble dans les colonnes de distillation lors de la récupération de l'éthanol à partir de ce lavage. Le sulfate de calcium provenant du lavage précipite également dans la colonne de distillation, provoquant un encrassement et nécessitant un nettoyage plus important.
Améliore l'efficacité de la distillation : L'eau de lavage à l'acide sulfurique dilue le moût distillé, ce qui augmente l'énergie et le temps nécessaires à la distillation. Il est plus efficace de transporter cet éthanol avec la levure recyclée dans le cycle de fermentation suivant.
Augmentation des bénéfices : Les économies sont considérables grâce à la réduction de la durée de chaque lot de 2 à 4 heures et à l'amélioration de l'efficacité du processus. L'augmentation des revenus d'une usine d'éthanol de canne à sucre brésilienne typique produisant 6 % d'éthanol en plus (12 millions de litres) grâce à l'élimination de la contamination bactérienne dans les fermenteurs est d'environ 6 000 000 $ par an, en supposant un prix de l'éthanol de 0,50 $ par litre. Ce chiffre peut varier de 3,6 à 8,4 millions de dollars en fonction du prix de l'éthanol ou de la taille de l'usine. L'élimination du lavage à l'acide sulfurique permet d'économiser environ 500 000 dollars par an. Les économies réalisées en éliminant le sulfate de calcium des colonnes de distillation s'élèvent à environ 1,3 million de dollars par an. La réduction de la durée du cycle des lots de 12-15 heures à 10-12 heures représente une économie d'environ 1,3 million de dollars par an. Les économies totales s'élèvent à environ 10 000 000 $ par an pour une grande usine d'éthanol à base de canne à sucre.
Levure nutritionnelle (TorulaFeed)
Nous avons mis au point des technologies permettant d'étendre les capacités des usines de bioéthanol existantes afin de produire une protéine abordable et saine (TorulaFeed™) à partir de riz, de maïs et de blé.
Il existe un vaste marché pour les protéines saines destinées à l'alimentation animale et à la nutrition humaine. Les principaux pays producteurs de TorulaFeed céréales sont les États-Unis, la Chine, la Russie et l'Inde, car ces pays disposent de grandes quantités de céréales à bas prix, d'une énergie bon marché pour la production de vapeur et d'urée à bas prix.
La levure Torula (Candida utilis) est utilisée depuis plus d'un siècle pour nourrir les poissons, les animaux et les hommes.
TorulaFeed est fabriqué à partir de céréales moulues (riz, maïs ou blé) et d'urée (pour l'azote dans les protéines) par fermentation.
Environ 70 % du grain est constitué d'amidon, qui est hydrolysé en sucre (maltose) à l'aide d'enzymes. Ce sucre est utilisé pour faire croître la levure Torula afin de fabriquer un produit contenant 50 % de protéinesTorulaFeed) pour les poissons, les animaux et les humains.
La partie précieuse des céréales est la protéine de 10 % qu'elles contiennent, et cette protéine est incorporée dans TorulaFeed.
Les parties les moins précieuses des céréales sont les fibres (arabinoxylane) et les huiles (oméga-6), qui sont utilisées avec le sucre pour cultiver la levure Torula .
TorulaFeed est compétitif en termes de coût par rapport au tourteau de soja, mais il est beaucoup plus sain.
Nous avons conclu un partenariat avec la société Shandong Acme Biotechnology Co., Ltd., qui se chargera de la fabrication, des essais, de la vente et de l’installation de modules conteneurisés destinés à la production TorulaFeed céréales. Acme est implantée à Qingdao, en Chine, où se trouvent les fabricants de conteneurs et de plastiques extrudés les moins chers au monde (ce qui représente 50 % du coût de ces modules). Qingdao est également une ville portuaire majeure permettant le transport de ces modules par navires porte-conteneurs, ce qui en fait le site idéal pour leur fabrication. Depuis Qingdao, les délais et les coûts de transport vers la Russie, l’Inde et les États-Unis sont réduits.
Acme cultive et teste actuellement TorulaFeed son laboratoire de biotechnologie de pointe en vue d’obtenir sa certification pour la consommation animale et humaine. Le brevet à la base de cette invention a été délivré en Russie et au Brésil, est en cours d’examen aux États-Unis et en attente d’examen en Chine et en Inde.
(CelloFuel™, TorulaFeed™ et TorulaBurger™ sont des marques déposées de Hamrick Engineering.)
Usines d'éthanol à base de maïs|Usines d'éthanol à base de canne à sucre | Levure nutritionnelle | À propos de nous | Portefeuille de brevets | Accueil
Détails techniques de TorulaFeed
Vue d'ensemble
Récemment, de nombreuses entreprises du marché des substituts de viande d'origine végétale ont dû faire face à une baisse de leurs revenus. Quelles sont les causes de ces problèmes ? Les principaux facteurs sont les controverses nutritionnelles entourant les aliments d'origine végétale et leur prix plus élevé - ils coûtent souvent beaucoup plus cher que les protéines d'origine animale.
Parallèlement au marché des substituts de viande d'origine végétale, il existe une opportunité bien plus importante : des sources de protéines pour le poisson et l'alimentation animale qui sont plus saines que les farines de soja. Pourtant, la farine de soja reste l'option protéique la moins chère dans l'alimentation animale.
TorulaFeed s'adresse à ces deux marchés. Ce mélange innovant de levure Torula et de protéines de céréales offre une nutrition de haute qualité à moindre coût. Il est moins cher, plus digeste et plus nutritif que la farine de soja ou d'autres protéines d'origine végétale ou animale.
La levure défie les catégories traditionnelles : elle n'est ni végétale ni animale, mais elle est plus saine que les deux et convient aux poissons, aux animaux et aux humains (y compris les végétaliens). Après tout, la plupart des gens consomment quotidiennement de la levure dans le pain. Non seulement la levure est nutritive et sûre, mais nous avons également résolu son principal obstacle, à savoir la production de protéines de levure à un prix plus abordable que les alternatives d'origine végétale ou animale, grâce à des percées dans le domaine de la fabrication rentable.
De nouvelles recherches soulignent l'importance de ce point : les protéines sont bénéfiques pour la santé, tandis que l'excès de glucides et d'huiles de graines (riches en acides gras oméga-6) peut nuire à la santé. Les céréales comme le riz, le maïs et le blé ne contiennent généralement que 10 % de protéines, 70 % de glucides (essentiellement de l'amidon), 1 à 4 % d'arabinoxylane (un type de fibre) et 0,5 à 3 % d'huiles oméga-6. Nos technologies exclusives permettent de récupérer efficacement les protéines de ces céréales tout en convertissant les composants les moins sains (amidon, arabinoxylane et huiles oméga-6) en levure Torula .
Taille potentielle du marché pour TorulaFeed Protein
La protéine TorulaFeed est présente sur le marché des substituts de viande d'origine végétale, évalué entre 20 et 24 milliards de dollars, avec un taux de croissance annuel composé (TCAC) de 7 à 9 %.
TorulaFeed protein est également présent sur le marché des ingrédients protéiques pour l'alimentation animale, évalué à environ 230-250 milliards de dollars en 2023-2024 et qui devrait atteindre 410 milliards de dollars d'ici 2032 avec un taux de croissance annuel composé de 6 à 9 %, alimenté par l'expansion de l'alimentation animale et de l'aquaculture.
En ce qui concerne l'aquaculture (une cible clé en raison du profil favorable aux poissons de TorulaFeed), le marché mondial de l'aquaculture s'élève à 67-72 milliards de dollars en 2024-2025, et devrait atteindre 100-112 milliards de dollars d'ici 2030-2032, avec un taux de croissance annuel moyen de 4-7,5 %.
Protéines équilibrées
Les protéines ont plus de valeur lorsque les acides aminés qui les composent constituent une source équilibrée de nourriture pour les poissons, les animaux et les êtres humains. Les protéines de riz, de maïs, de blé et de son sont déficientes en lysine et riches en méthionine, tandis que les protéines de levure sont riches en lysine et déficientes en méthionine. Un mélange de ces deux types de protéines est donc plus équilibré (et donc plus précieux) que les seules protéines de riz, de maïs, de blé et de son. Cet équilibre est à l'origine de la tendance actuelle des repas végétaliens à base de seitan (gluten vital de blé) mélangé à de la levure nutritionnelle.
Amélioration de l'état de santé
Notre mission est de produire des TorulaFeed moins chers et plus sains que les protéines issues de légumineuses telles que le soja, les pois et les féveroles. Ces légumineuses contiennent de nombreux facteurs antinutritionnels (FAN) qui les rendent moins idéales pour l'alimentation animale et humaine. Il s'agit notamment d'inhibiteurs de trypsine, de lectines, d'oligosaccharides, d'acide phytique, de saponines, d'antigènes, d'isoflavones et de tanins, qui sont tous nocifs pour l'alimentation animale. Les poissons carnivores (salmonidés/crevettes) souffrent d'entérite/de problèmes de croissance avec plus de 30 % de soja. Les jeunes animaux (porcelets, poussins, veaux) sont confrontés à des problèmes digestifs ; les volailles souffrent de diarrhée et d'une croissance réduite. TorulaFeed ne contient pas de FAN, ce qui permet d'obtenir des poissons, des poulets et des porcs en meilleure santé et des protéines végétales plus saines pour l'homme.
Réduire les coûts
Le coût élevé de la production de protéines de levure par rapport à la protéine de soja est l'une des principales raisons pour lesquelles la protéine de levure n'a pas encore été utilisée pour remplacer la protéine de soja, c'est pourquoi nous nous sommes concentrés sur des technologies brevetées pour rendre possible une production à faible coût.
Notre procédé permet de réduire les dépenses d'investissement (CAPEX) et les dépenses d'exploitation (OPEX). Nous utilisons des enzymes pour convertir l'amidon et le xylane du riz, du maïs, du blé et du son en maltose, xylose et arabinose, tout en cultivant la levure Torula (Candida utilis) sur ces sucres dans un bioréacteur à tambour rotatif (BTR). L'air soufflé à travers le tambour permet un refroidissement par évaporation, et nous ajoutons de l'eau pour maintenir l'humidité sans excès. Nous récoltons des lots partiels de levure et recyclons le reste avec des enzymes pour accélérer les cycles suivants.
Selon les pays, le riz, le maïs, le blé et le son sont les sources les moins coûteuses de sucres dérivés de l'amidon. Ils permettent non seulement d'obtenir des protéines unicellulaires, mais aussi de convertir l'huile en protéines et d'incorporer les protéines, le potassium et le phosphore du grain dans l'aliment.
Conception du système
Notre conception portable s'adapte à des conteneurs d'expédition de 20 pieds, utilisant des tambours roulants en polyéthylène haute densité (PEHD) à double paroi ondulée (DWC) de 1,5 m de diamètre et 5 m de long. Ces tambours sont fabriqués à partir de PEHD de qualité alimentaire et ne libèrent pas de nickel comme le fait l'acier inoxydable. Ces conteneurs sont assemblés en usine, transportables par camion/train et permettent une installation rapide à grande échelle.
Capacité et coût de production
Le tambour rotatif a un volume de 8,8 m3. Il peut être rempli jusqu'à 1/3 de ce volume, ce qui permet de contenir 0,85 tonne métrique (TM) de céréales moulues et 1,7 TM d'eau. Le tambour rotatif produit environ 0,55 TM de TorulaFeed un cycle de 12 heures. Un seul conteneur traite 620 MT/an de céréales et produit 401 MT/an de TorulaFeed.
Un site de 100 conteneurs peut traiter 62 000 tonnes de céréales par an et produire 40 100 tonnes de TorulaFeed par an. Un site TorulaFeed de 700 conteneurs peut traiter autant de céréales qu'une grande usine d'éthanol de maïs américaine, avec un coût d'investissement de 14 millions de dollars et un bénéfice annuel de 36 millions de dollars. Le coût d'investissement d'une usine d'éthanol de maïs américaine de même taille est d'environ 88 millions de dollars, soit environ 6 fois plus cher qu'une usine TorulaFeed .
En supposant un prix de 200 $/MT pour les céréales, 20 $/MT pour l'urée, 20 $/MT pour les enzymes, 20 $/MT pour l'inactivation et le séchage, et une puissance de 2 kW pour faire tourner le tambour et alimenter les ventilateurs, le coût de production de TorulaFeed d'environ 369 $/MT.
La mesure moderne de la qualité des protéines est le score d'acides aminés indispensables digestibles (DIAAS). Le score DIAAS du tourteau de soja est d'environ 90 et le score DIAAS de TorulaFeed est d'environ 120.
Le prix du tourteau de soja sur le marché mondial est d'environ 350 dollars par tonne. Étant donné que TorulaFeed a un score DIAAS supérieur de 30 % à celui du tourteau de soja, qu'il contient moins de facteurs antinutritionnels (FAN) et qu'il est plus nutritif, TorulaFeed peut être vendu de manière rentable à un prix supérieur à 500 $/MT, avec une marge bénéficiaire supérieure à 30 %. La période d'amortissement est inférieure à 6 mois.
En supposant que le coût d'investissement d'un seul conteneur est de 10 000 dollars, un seul conteneur peut générer un bénéfice de (500-369) * 401 = 52 531 dollars par an. En supposant un investissement de 1 million de dollars dans 100 conteneurs et un autre investissement de 1 million de dollars dans la manutention des grains, la mouture à marteaux, les silos à farine, les réservoirs de nutrition de la levure et l'équipement de transport pneumatique, un investissement de 2 millions de dollars permet de réaliser un bénéfice de 5,1 millions de dollars par an.
Technologies
Ce processus est rendu possible par l'utilisation de notre technique de contrôle de la contamination bactérienne. Celle-ci permet une fermentation en milieu solide dans une BDR avec recyclage des levures/enzymes et refroidissement par évaporation - évitant ainsi les fermenteurs immergés, les échangeurs de chaleur, les centrifugeuses et les sécheurs, qui sont très coûteux.
Nous nous concentrons sur les technologies SCP rentables pour des aliments pour animaux plus sains que le soja. Nous accordons des licences sur des brevets, des technologies et des modèles à des clients qui disposent de riz, de maïs et de blé bon marché et qui ont accès aux marchés de l'alimentation animale, en ciblant les États-Unis, le Brésil, la Russie, l'Inde, la Chine, l'Argentine et le Mexique. Contactez-nous pour obtenir des informations sur les licences à l'adresse info@cellofuel.com.
Notre brevet principal bloque la croissance bactérienne en limitant le nickel (moins de 1 mg/kg) et en utilisant l'urée comme seule source d'azote - la levure prospère sans nickel, mais pas les bactéries. L'utilisation de ce brevet permet le refroidissement par évaporation et le recyclage de la levure.
Contrôle des processus
Pour une croissance optimale de la levure Torula , la température du substrat dans le tambour de roulement doit être maintenue dans une plage optimale. La quantité de refroidissement disponible est limitée par l'humidité de l'air. Nous contrôlons donc la température du substrat en faisant varier deux paramètres : la quantité d'air soufflée à travers le tambour (refroidissement par évaporation) et la vitesse de rotation du tambour (oxygénation).
Un élément clé du contrôle du processus est une technique brevetée permettant de varier les conditions de croissance afin de produire des Candida utilis avec des niveaux réduits d'acide ribonucléique (ARN) et de glycogène (un hydrate de carbone similaire à l'amidon).
Nous fournissons le logiciel de contrôle des processus dans le cadre de la licence. La principale donnée d'entrée est la température de la boue tous les mètres à l'intérieur du tambour, à l'aide de capteurs Bluetooth-LE entre la paroi extérieure et la paroi intérieure, alimentés par le balayage RF.
Notre cycle de production de base dure 12 heures, dont environ 8 heures pour la fermentation et 4 heures pour le chargement pneumatique, l'hydrolyse de l'amidon, l'inactivation de la levure, le séchage du produit et le déchargement. Cette courte durée de fermentation est rendue possible grâce au recyclage de la levure.
Le goût
Les protéines de riz, de maïs, de blé et de son ont une saveur relativement douce et la levure Torula apporte une saveur umami (viandeuse) intense, donnant au mélange une saveur de viande qui est très savoureuse pour les poissons, les animaux et les humains.
Exemples de recettes
Nous avons réalisé quelques recettes avec TorulaFeed pour montrer comment l'utiliser pour produire des hamburgers sains et savoureux avec un équilibre parfait entre les acides gras oméga-6 et oméga-3. TorulaFeed peut également être utilisé dans d'autres recettes de boulettes de viande et de bœuf haché. Les fabricants de produits alimentaires peuvent produire des galettes de TorulaBurger pour la vente en utilisant des recettes similaires, préparées pour la cuisson.
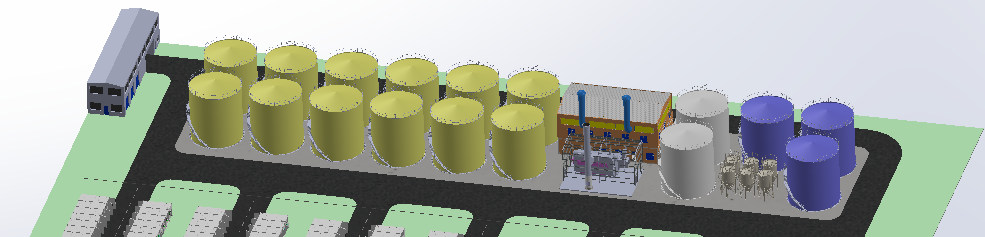
Usine d'TorulaFeed traitant 400 000 tonnes de céréales par an
Une grande usine de bioéthanol américaine peut traiter 400 000 tonnes de maïs par an pour un coût d'investissement de 88 millions de dollars. Voici un exemple d'usine de TorulaFeed traitant la même quantité de céréales, pour un coût d'investissement de 14 millions de dollars et produisant 260 000 tonnes de TorulaFeed par an.
Il est composé de 700 conteneurs d'expédition de 20 pieds, chacun contenant un bioréacteur à tambour roulant de 1,5 m x 5 m. Les céréales sont stockées dans des silos à grains (jaunes), broyées au marteau (dans le bâtiment adjacent aux silos à grains) et la farine est stockée dans des silos à farine (blancs). La farine est chargée dans chaque conteneur d'expédition par transport pneumatique. Chaque conteneur convertit 0,85 tonne de farine en 0,55 tonne de TorulaFeed 12 heures. Le TorulaFeed désactivé et séché dans chaque conteneur, puis TorulaFeed par voie pneumatique vers des silos de produits (orange), TorulaFeed conditionné et chargé dans des camions pour être expédié. Il n'y a pas d'eaux usées.
Les réservoirs d'eau (bleus) alimentent une conduite principale le long de la route à côté des silos et se ramifient vers chaque train de 50 conteneurs. De même, les solutions enzymatiques, les solutions d'urée et les solutions de nutrition de la levure sont distribuées par une conduite principale et des embranchements. La vapeur est générée à côté du broyeur à marteaux et est distribuée de la même manière - une ligne principale le long de la route et des embranchements vers chaque conteneur. L'électricité est distribuée de la même manière aux conteneurs. Chaque conteneur utilise une vanne à bille à trois voies pour pomper les liquides de chaque branche.
Les routes entre les trains de 50 conteneurs servent à l'entretien lourd des tambours, qui sont montés sur des patins. L'air humide est aspiré à l'arrière de chaque conteneur et monte vers le haut. L'air plus frais et plus sec est aspiré à l'entrée de chaque conteneur, à travers les filtres à air de chaque conteneur et à travers le gâteau de fermentation en mouvement à l'intérieur du tambour, qui est refroidi par évaporation grâce à ce flux d'air.
Il n'y a aucun risque à développer cette usine, car une fois que les performances d'un seul conteneur ont été prouvées, le reste de l'usine est constitué de technologies bien maîtrisées issues de la construction d'usines de bioéthanol.
La plupart des travaux de fabrication seront effectués dans des usines construisant des conteneurs dans différents pays, ce qui devrait réduire considérablement le temps nécessaire à la construction d'une usine. Les emplacements optimaux pour ces usines se trouvent à proximité des lieux de culture des céréales. Le marché des États-Unis, de l'Inde, de la Chine et de la Russie compte au moins 100 usines dans chaque pays.

Enzymes utilisées pour la fabrication de TorulaFeed
Amylase maltogène Sunson, 0,1 - 1 kg/tonne de farine, 20-80°C
pour hydrolyser l'amylose de l'amidon en maltose
Sunson pullulanase, 1-2L/tonne de farine, 40-65°C
pour hydrolyser l'amylopectine de l'amidon en amylose
Sunson xylanase, 5-10 g/tonne de farine, 30-70°C
pour l'hydrolyse des fibres (arabinoxylane) du grain en xylose et arabinose.
Sunson Nutrizyme PHY (phytase), 100 g/tonne, 30-85°C
pour l'hydrolyse de l'acide phytique et la production de phosphate inorganique libre et de minéraux
Pour le blé :
Sunson Acid Protease APRS, 0.01-0.5 kg/Ton, 30-70°C
pour hydrolyser les protéines formant le gluten en peptides sans produire d'azote aminé libre
Ces enzymes ont une activité significative à un pH de 4 à 6. Ces enzymes ont également une activité significative lors de la saccharification et de la fermentation simultanées (SSF) à 35°C et ne sont pas dénaturées lors de la gélatinisation partielle de l'amidon à 70°C.
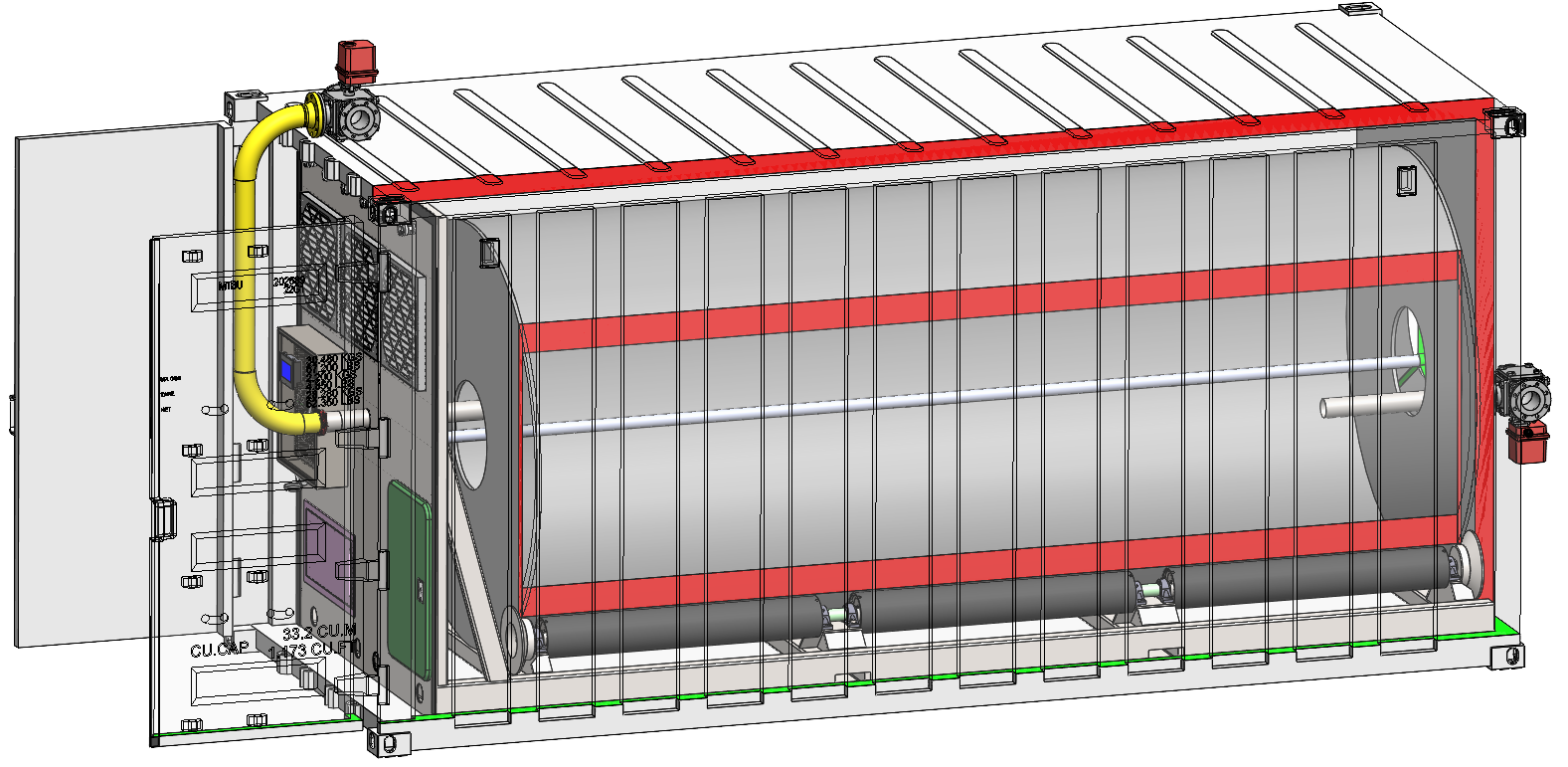
Détails du conteneur TorulaFeed
Chaque TorulaFeed est constitué d'un conteneur d'expédition de 20 pieds contenant un bioréacteur à tambour roulant de 1,5 m x 5 m. Le tambour est un tambour en PEHD à double paroi ondulée (DWC), avec un intérieur lisse et un extérieur ondulé. L'axe central contient un tuyau en acier inoxydable DN50 pour la distribution des liquides et de la vapeur. Le tambour contient 4 élévateurs de 4,5 m de long (non représentés). Le tambour tourne à 10 tr/min pendant 12 heures au cours des étapes de traitement suivantes :
L'eau, les enzymes et la nutrition de la levure sont ajoutés et mélangés.
La farine est transportée pneumatiquement dans le tambour et bien mélangée à température ambiante, activité de l'eau 0,95 (humidité 36% pds).
Ajout de vapeur pour porter la température à 70°C pendant 30 minutes afin de stériliser et de gélatiniser partiellement la farine.
La température est progressivement abaissée à 35°C pendant l'hydrolyse de l'amylose lixiviée de la farine.
La levure recyclée est obtenue à l'aide d'une pompe péristaltique à partir d'un conteneur partenaire (différence de cycle de 12 heures).
Fermentation rapide pendant 6 heures, refroidissement par évaporation pour maintenir la température à 35 °C.
La levure recyclée est transférée à l'aide d'une pompe péristaltique dans un récipient partenaire.
Cultiver pendant 2 heures avec une quantité réduite d'urée et de phosphore pour réduire la teneur en ARN et en glycogène.
Désactivation de Candida utilis et stérilisation de TorulaFeed à la vapeur d'eau
Séchage avec de l'air chauffé à la vapeur et refroidissement par évaporation, (humidité 13% pds)
Extraction de TorulaFeed par transport pneumatique
Il convient de noter que ces conteneurs fonctionnent sans surveillance pendant plusieurs mois, sont autonettoyants, ne produisent pas d'eaux usées, nécessitent environ 1 200 kg de vapeur sanitaire toutes les 12 heures (qui est recyclée) et consomment environ 2 kW d'électricité pour faire tourner le tambour à 10 tr/min et faire fonctionner le ventilateur à 8 000 m3/h. La communication s'effectue par WiFi vers une station de maintenance centrale.



| Éléments de réduction des coûts | Impact | Prérequis |
|---|---|---|
| Fermentation à l'état solide avec tambour roulant | Pas de centrifugeuse ni de sécheur par pulvérisation, faible puissance, pas de mousse, transfert d'oxygène élevé | |
| Gélatinisation partielle à 70°C | Pas de cuiseur à jet, permet une hydrolyse enzymatique plus rapide à 35°C | |
| Saccharification et fermentation simultanées (SSF) | Production plus rapide de levure | |
| Refroidissement par évaporation | Pas d'échangeur de chaleur à plaques ou de refroidisseur d'eau | Contrôle de la contamination bactérienne |
| Tambour ondulé en PEHD | 1/10 du coût de l'acier inoxydable | Refroidissement par évaporation |
| Rouleaux composites à faible coût | 1/10 du coût des rouleaux standard | |
| De l'air pulsé provenant du tuyau central pour oxygéner les touffes qui tombent | Production plus rapide de levure | |
| Recyclage de la levure | Production plus rapide de levure | Contrôle de la contamination bactérienne |
| Culture de la levure Torula | Utilise l'huile et l'arabinoxylane du riz, du maïs et du blé pour produire des protéines. | |
| Stérilisation après chaque cycle | Augmente la température à 80°C avec 100% d'humidité | |
| Enzymes à faible coût | Les enzymes Sunson sont de haute qualité et peu coûteuses | |
| Nettoyage en continu sur place | Utilise la stérilisation et l'abrasion pour le NEP | |
| Conteneurisé | Production de masse, installation facile |
Nettoyage en place du bioréacteur à tambour rotatif (CIP)
Au début de chaque cycle de fermentation, le grain moulu par martelage est traité par injection de vapeur avec une humidité relative de 100 %. Cela permet de tuer toutes les bactéries, les levures et les champignons présents dans le grain.
Lors de la culture de Candida utilis dans un bioréacteur à tambour rotatif utilisant les parties non amylacées du riz, du maïs et du blé (c'est-à-dire le son) comme support, la nature particulaire du son humidifié, combinée à la rotation du tambour à 10 tr/min et à la présence de 8 élévateurs (150 mm de haut), favorise un brassage et un mouvement en cascade constants du substrat. Cette action mécanique génère une abrasion entre les particules de son et les parois du tambour, qui sont en polyéthylène haute densité (PEHD), un matériau lisse et antiadhésif à faible énergie de surface qui résiste naturellement à l'adhérence.
L'abrasion provoquée par le culbutage du substrat nettoie efficacement l'intérieur du tambour, empêchant ainsi l'accumulation de matière sur les parois. La littérature sur les BRD pour l'ISF (y compris avec le son de blé) met l'accent sur les problèmes de transfert de chaleur, de mélange et de contamination, mais ne mentionne pas l'encrassement des parois ou l'épaississement du biofilm comme des problèmes, même dans le cadre d'opérations à long terme.
Candida utilis se développe principalement sur les particules de son plutôt que de former des biofilms étendus sur les surfaces des tambours, en particulier dans les conditions sèches et aérées du refroidissement par évaporation et du transport pneumatique. L'ajout et le retrait continus de son maintiennent un flux dynamique, réduisant ainsi les possibilités d'accumulation statique.
Ainsi, l'abrasion du son maintient le tambour propre sur des périodes de plusieurs mois, sans qu'il y ait de preuve de la formation progressive d'un biofilm.
En outre, nous utilisons l'injection de vapeur pour inactiver, stériliser et sécher TorulaFeed, afin qu'il puisse être conditionné pour être expédié directement à partir du bioréacteur à tambour roulant. Pour ce faire, nous portons la température de TorulaFeed à 80 °C avec une humidité relative de 100 %, sans que la vapeur n'entre en contact avec le PEHD dans le tambour. Cela inactive complètement la levure et les bactéries qui pourraient se trouver dans le TorulaFeed. Nous utilisons ensuite le refroidissement par évaporation pour préparer les TorulaFeed à l'emballage et à la vente.
Composition de TorulaFeed
Qualité des protéines
Le mélange séché enrichi en protéines que nous produisons, TorulaFeed, contient environ 50 % de protéines avec un score DIAAS élevé pour la qualité des protéines, de l'ordre de 116 à 123. La levure Torula et les protéines de céréales sont toutes deux utilisées depuis des décennies pour remplacer le soja dans l'alimentation des poissons et des animaux, et le mélange riche en protéines qu'elles contiennent convient parfaitement pour remplacer le soja. Les protéines de soja, de pois et de féverole sont également couramment utilisées dans les aliments pour remplacer la viande, mais TorulaFeed contient moins de facteurs antinutritionnels (FAN).
La levure Torula contient deux fois plus de lysine que les protéines de céréales et les protéines de céréales contiennent deux fois plus de méthionine que la levure Torula , de sorte que leur composition en acides aminés est bien équilibrée. Il n'y a pas d'avantage significatif à compléter TorulaFeed avec de la lysine ou de la méthionine.
La mesure la plus moderne de la qualité des protéines est le Digestible Indispensable Amino Acid Score (DIAAS). Voir ci-dessous les valeurs DIAAS pour les TorulaFeed à base de riz brun, de maïs et de blé.
Vitamines
La levure Torula est enrichie en toutes les vitamines B, à l'exception de la vitamine B12, y compris la thiamine, la riboflavine et la niacine. La levure Torula est également enrichie en ergostérol, qui peut être converti en vitamine D2 (ergocalciférol) par irradiation UV.
Acides gras
TorulaFeed contient très peu d'acides gras, car la levure Torula métabolise les huiles du riz, du maïs, du blé et du son en protéines. La figure 3 de Babij (1969) montre que lorsque le glucose est épuisé et que la levure Torula entre dans l'état stationnaire, la quantité d'acides gras dans la levure Torula est très faible.
Comme notre procédé convertit l'huile de riz, de maïs et de blé en protéines avant le séchage à haute température, comme la levure Torula contient très peu d'acides gras susceptibles de s'oxyder et comme la levure Torula contient beaucoup de tréhalose (antioxydant), le séchage et le stockage de TorulaFeed n'entraînent aucune odeur de rance. La durée de conservation de la levure Torula inactivée et séchée étant de 1 à 2 ans, TorulaFeed a également une durée de conservation de 1 à 2 ans.
Nous produisons des aliments pour animaux et des galettes de viande hachée avec TorulaFeed en ajoutant un mélange 80/20% d'huile de colza et d'huile de lin pour enrichir TorulaFeed avec des quantités égales d'acides gras oméga-6 et oméga-3.
Comme l'huile de canola contient également des antioxydants tocophérols (vitamine E), les acides gras oméga-3 de l'huile de lin ne sont pas oxydés lorsque cette huile est utilisée pour la friture ou la cuisson, ce qui en fait une huile idéale à incorporer dans les galettes de hamburger avec un équilibre parfait entre les acides gras oméga-6 et les acides gras oméga-3. Cette huile a également un bon goût. Un mélange 1:1 d'acides gras oméga-6 et oméga-3 convient également parfaitement à l'alimentation des poissons, des poulets et des porcs.
| Alimentation | Score DIAAS | Protéines / 100 g d'aliment | Acide linoléique (LA) / 100 g d'aliment | Acide alpha-linolénique (ALA) / 100 g d'aliment | Rapport LA : ALA |
|---|---|---|---|---|---|
| Riz brun | 89 | 8.5 g | 0.90 g | 0.04 g | 22.5 |
| Maïs jaune denté | 62 | 8.8 g | 2.12 g | .05 g | 42.4 |
| Blé | 60 | 14.8 g | 0.67 g | .07 g | 9.6 |
| Féveroles | 55 | 26 g | 0.58 g | 0.05 g | 11.6 |
| Concentré de protéines de pois | 82 | 80 g | 1.69 g | 0.32 g | 5.3 |
| Farine de soja | 91 | 49 g | 0.82 g | 0.11 g | 7.5 |
| Levure de Torula | 95 | 50 g | 0.5 g | 0.125 g | 4 |
| TorulaFeed (Riz) | 116 | 54 g | .25 g | 0.0625 g | 4 |
| TorulaFeed (Maïs) | 123 | 56 g | .25 g | 0.0625 g | 4 |
| TorulaFeed (Blé) | 116 | 54 g | .25 g | 0.0625 g | 4 |
| Alimentation | Score DIAAS | Protéines / 100 g d'aliments | Acide linoléique (LA) / 100 g d'aliment | Acide alpha-linolénique (ALA) / 100 g d'aliment | Rapport LA : ALA |
| Saumon atlantique (sauvage) | 100 | 20 g | 0.17 g | 0.14 g | 1.2 |
| Saumon de l'Atlantique (élevage) | 100 | 20 g | 1.67 g | 0.11 g | 15 |
| Poulet (élevé en pâturage) | 108 | 21 g | 1.50 g | 0.15 g | 10 |
| Poulet (nourri au grain) | 108 | 21 g | 2.20 g | 0.05 g | 44 |
| Œufs (élevés en pâturage) | 112 | 13 g | 1.00 g | 0.15 g | 6.7 |
| Œufs (nourris au grain) | 112 | 13 g | 1.83 g | 0.06 g | 30.5 |
| Porc (nourri au grain) | 113 | 21 g | 0.50 g | 0.02 g | 25 |
| Bœuf (nourri à l'herbe) | 109 | 21 g | 0.20 g | 0.08 g | 2.5 |
| Viande bovine (nourrie au grain) | 109 | 21 g | 0.40 g | 0.02 g | 20 |
| Lait (nourri à l'herbe) | 114 | 3.3 g | 0.08 g | 0.05 g | 1.6 |
| Lait (nourri au grain) | 114 | 3.3 g | 0.10 g | 0.02 g | 5 |
TorulaFeed dans les aliments pour poissons et animaux et dans les denrées alimentaires
Palatabilité (goût) de TorulaFeed
Les protéines de céréales et de son contiennent très peu d'acide glutamique libre et sont relativement insipides.
La levure Torula séchée est riche en acide glutamique, ce qui donne à ce mélange un goût appétissant et charnu, tout en convenant aux végétariens et aux végétaliens.
Couleur de TorulaFeed
Les protéines des grains de riz et de blé sont de couleur neutre, tandis que les protéines des grains de maïs sont jaunâtres parce qu'elles contiennent des caroténoïdes.
Ces caroténoïdes peuvent poser un problème en aquaculture, en particulier pour les espèces de salmonidés comme la truite arc-en-ciel et le saumon. Des niveaux élevés d'inclusion dans les régimes alimentaires des poissons ont été liés à une pigmentation musculaire sous-optimale, où les caroténoïdes jaunes se déposent dans la chair, ce qui donne une teinte jaunâtre indésirable au lieu de la teinte rose ou orange préférée provenant de l'astaxanthine ajoutée. Pour les poissons autres que les salmonidés (par exemple, le poisson-chat ou le tilapia), un jaunissement similaire des filets peut se produire.
Lorsqu'ils sont donnés aux volailles, ces caroténoïdes sont souvent appréciés pour la coloration jaune du jaune d'œuf et de la peau, qui est recherchée sur de nombreux marchés.
Les caroténoïdes ne présentent pas d'inconvénients notables lorsqu'ils sont consommés par des animaux ou des personnes, et ils ont souvent des effets antioxydants et bénéfiques pour la santé des yeux.
La levure Torula séchée est de couleur beige ou brun clair et n'apporte pas de couleur significative lorsqu'elle est consommée par les poissons, les animaux ou les humains.
Contenu en ARN de la levure Torula
Les personnes ont besoin d'environ 0,8 g de protéines par jour et par kg de poids corporel. Une personne moyenne pèse environ 62 kg et a donc besoin d'environ 50 g de protéines par jour. Si la moitié des besoins quotidiens en protéines est fournie par TorulaFeed, cela nécessiterait 25 g de protéines provenant de TorulaFeed - environ 61 g de TorulaFeed par jour, dont environ 34 g de levure Candida utilis par jour. Dans des conditions de croissance normales, la teneur en acide ribonucléique (ARN) de Candida utilis est d'environ 10 % de la matière sèche, de sorte que 34 g de Candida utilis contiennent environ 3,4 g d'ARN. La consommation journalière maximale recommandée d'ARN est inférieure à 2 g/jour. Il est donc nécessaire de réduire la teneur en ARN de Candida utilis pour la consommation humaine, animale et de poisson.
Nous disposons d'une méthode brevetée pour réduire la teneur en ARN et en glycogène de Candida utilis en variant les conditions de croissance. Cette méthode permet de réduire la consommation quotidienne moyenne d'ARN à bien moins de 1 g/jour, tout en réduisant simultanément la teneur en glycogène.
Le séchage à haute température de TorulaFeed a un double objectif : inactiver les cellules de levure pour les rendre non viables et sûres pour la consommation, tout en améliorant la digestibilité en décomposant les composants résistants de la paroi cellulaire. TorulaFeed contient peu de lipides (graisses), de sorte que le séchage à haute température ne produit pas de goût rance comme l'huile du riz, du maïs et du blé. L'absence de lipides dans TorulaFeed permet également de stocker TorulaFeed sous forme sèche pendant de longues périodes (les graisses peuvent rancir sous l'effet de l'oxygène). Il est également enrichi en vitamines B. Nous produisons des aliments pour animaux et des galettes pour hamburgers avec TorulaFeed en ajoutant un mélange 80/20% d'huile de colza et d'huile de lin pour enrichir TorulaFeed avec des quantités égales d'acides gras oméga-6 et oméga-3.
Comme l'huile de canola contient des antioxydants tocophérols (vitamine E), les acides gras oméga-3 de l'huile de lin ne sont pas oxydés lorsque cette huile est utilisée pour la friture ou la cuisson, ce qui en fait une huile idéale à incorporer dans les galettes de hamburger, avec un équilibre parfait entre les acides gras oméga-6 et oméga-3. Cette huile a également un bon goût. Un mélange 1:1 d'acides gras oméga-6 et oméga-3 convient également parfaitement à l'alimentation des poissons, des poulets et des porcs.
Aspects sanitaires de TorulaFeed lorsqu'il est consommé par les poissons, les animaux et les humains
TorulaFeed est sain pour les poissons, les poulets, les porcs et les humains. L'indice de consommation (kg d'aliments/kg de gain de poids) est de 1,0-2,0 pour les poissons, 1,7-2,0 pour les poulets, 2,5-3,5 pour les porcs et 6,0-10,0 pour les bovins (les moins efficaces). La valeur alimentaire de la levure Torula remonte à l'Allemagne des années 1940. Production mondiale : ~140 millions de tonnes de volailles, 110 millions de tonnes de porcs, 90 millions de tonnes d'aquaculture par an.
Acides gras essentiels
Les gens ne peuvent pas produire ces acides gras et sans eux, ils ne peuvent pas vivre :
Acide alpha-linolénique (ALA, oméga-3) : Santé du cœur et du cerveau, anti-inflammation (dans les graines de lin, le chia, les noix).
Acide linoléique (LA, oméga-6) : Peau/cheveux, croissance, membranes (dans les huiles végétales, les noix).
La consommation excessive d'acides gras oméga-6 entraîne des troubles métaboliques. TorulaFeed, avec un mélange 80/20 % d'huile de canola et d'huile de lin, produit un aliment contenant des quantités égales d'ALA et de LA. Le corps humain les convertit en EPA/DHA et un équilibre entre ALA et LA dans l'alimentation prévient l'inflammation causée par un excès de LA.
Les graines de soja, les pois et les féveroles présentent un excès d'oméga-6 et ne contiennent pas d'oméga-3/EPA/DHA, ce qui nuit à la santé des personnes qui les consomment, directement ou indirectement. La consommation de levure est plus saine.
Facteurs antinutritionnels (FAN) dans les légumineuses
Les légumineuses telles que le soja, les pois et les féveroles contiennent de nombreux facteurs antinutritionnels qui les rendent peu propices à l'alimentation des poissons, des animaux et des êtres humains. Il s'agit notamment d'inhibiteurs de trypsine, de lectines, d'oligosaccharides, d'acide phytique, de saponines, d'antigènes, d'isoflavones et de tanins, qui sont tous nocifs dans les aliments pour animaux. Les poissons carnivores (salmonidés/crevettes) souffrent d'entérite/de problèmes de croissance avec plus de 30 % de soja. Les jeunes animaux (porcelets, poussins, veaux) sont confrontés à des problèmes digestifs ; les volailles souffrent de diarrhée et d'une croissance réduite. La levure ne contient pas de FNA, ce qui permet d'obtenir des poissons, des poulets et des porcs en meilleure santé.
Amélioration de la digestibilité de TorulaFeed
Les levures et les résidus de céréales ne contiennent pas de FNA, mais le phytate et le polysaccharide non amylacé (NSP) arabinoxylane peuvent réduire la digestibilité de TorulaFeed.
Les céréales contiennent du phytate, qui lie le phosphate et provoque la chélation de nombreux minéraux essentiels. Même si Candida utilis sécrète de la phytase pour libérer le phosphate dans le phytate, une supplémentation en phytase pendant la croissance de TorulaFeed peut s'avérer utile.
L'arabinoxylane des céréales est indigeste pour les poissons, les poulets, les porcs et les humains. Même si Candida utilis sécrète de la xylanase, une supplémentation en xylanase pendant la fermentation peut augmenter le rendement de Candida utilis (qui se développe sur le xylose et l'arabinose) et améliorer la digestibilité de TorulaFeed.
| Animaux | Niveau d'inclusion recommandé pour TorulaFeed | Principales bases de la recommandation |
|---|---|---|
| Saumon | 20 % (jusqu'à 25 % dans certains essais) | Pas d'effets négatifs sur la croissance ou la santé ; avantages potentiels pour l'intestin ; une teneur plus élevée peut perturber le microbiome dans les régimes mixtes. |
| Poulet | 20% | Maintient les performances et le rendement de la carcasse ; un niveau plus élevé nuit à l'efficacité de l'alimentation. |
| Cochon | 20-26% | Pas de croissance négative ni de diarrhée ; améliore l'efficacité ; remplace jusqu'à 40 % des protéines. |
| Chien | Jusqu'à 20% de réduction | Appétence et digestibilité élevées, bienfaits anti-inflammatoires ; pas de limite réglementaire, mais conforme aux études. |
| Chat | 20% | Appétence et digestibilité élevées ; limitées par des problèmes de qualité fécale. |
Utilisation de TorulaFeed dans l'alimentation
TorulaFeed est un mélange déshydraté de solides de riz, de maïs et de blé transformés et de levure Torula qui a le goût de la viande. Il ne nécessite pas de réfrigération et peut être rapidement reconstitué pour remplacer la viande de hamburger (bœuf haché). Il convient parfaitement à tous les marchés dont les consommateurs sont soucieux de leur santé, végétariens ou végétaliens. Il est savoureux, avec un profil de goût de noisette, de fumée ou d'umami dérivé de la levure, combiné au goût plus doux, semblable à celui des grains, des résidus de riz, de maïs et de blé. La levure Torula est bien connue comme exhausteur de goût dans les aliments, où elle est appréciée pour ses qualités gustatives et sa capacité à améliorer l'appétence globale de divers produits. Elle peut être incorporée dans les aliments, car les céréales moulues et la levure Torula sont toutes deux reconnues comme sûres pour la consommation (la levure Torula bénéficiant du statut GRAS de la FDA), et parce que des produits protéiques unicellulaires à base de levure ou des substrats fermentés similaires sont déjà incorporés dans des produits tels que les assaisonnements, les pâtes à tartiner, les soupes, les sauces, les snacks et les substituts végétariens.
TorulaFeed ne contient pas de glucides alimentaires, présente un bon équilibre entre les acides aminés essentiels et est pauvre en matières grasses (pas de lipides), ce qui en fait un complément particulièrement sain à notre régime alimentaire.
TorulaFeed est produit avec une teneur réduite en acide ribonucléique (ARN), ce qui résout les problèmes liés aux niveaux élevés d'acide urique dus à une teneur élevée en acide nucléique. Le procédé décrit utilise des enzymes de qualité alimentaire et une souche de levure largement utilisée dans l'industrie alimentaire, ce qui confirme sa pertinence.
Recettes utilisant TorulaFeed pour les burgers végétaliens
Éléments communs à toutes les recettes
L'huile est un mélange 80/20% d'huile de colza et d'huile de lin, éventuellement complété par des arômes tels que la truffe.
Le liant est soit de la méthylcellulose E461, soit des graines de lin moulues. S'il s'agit de graines de lin moulues, ajouter une quantité égale d'huile de canola.
L'ajout d'huile de colza permet d'obtenir un rapport 1:1 entre les acides gras oméga-6 et oméga-3, et ajoute des antioxydants.
Recette de base du hamburger végétalien à faible teneur en glucides
Cette recette simple met l'accent sur la saveur de TorulaFeed avec un liant pour une texture ferme. Elle est peu assaisonnée pour mettre en valeur l'umami de la levure Torula , tout en maintenant un faible taux de glucides nets. Donne 4 galettes (environ 100 g chacune après cuisson).
Ingrédients :
200 g de TorulaFeed
15g de liant ; absorbe l'humidité
5 g d'épices mélangées (par exemple, oignon en poudre, ail en poudre, paprika fumé)
2g de sel
150-180ml d'eau (à ajuster en fonction de la consistance)
10 g d'huile (pour mélanger ou cuire ; ajoute peu de glucides)
Instructions :
Mélanger le TorulaFeed, le liant, les épices et le sel dans un bol.
Incorporer progressivement l'eau et l'huile, en remuant jusqu'à l'obtention d'une pâte cohésive (laisser reposer 10 à 15 minutes pour qu'elle se fige et se lie).
Diviser en 4 portions et former des galettes.
Faire frire dans une poêle antiadhésive à feu moyen pendant 4-5 minutes de chaque côté jusqu'à ce qu'ils soient croustillants ou les faire cuire au four à 190°C (375°F) pendant 15-20 minutes.
Servir avec des garnitures à faible teneur en glucides, comme des tranches de tomates ou du fromage végétalien.
Notes nutritionnelles :
Environ 19,6 g de protéines par galette
Pas de glucides nets par galette
Environ 1g d'acides gras oméga-6 et 1g d'acides gras oméga-3 par galette
Recette de burger végétalien à base d'épinards et à faible teneur en glucides
Cette variante ajoute des épinards finement hachés pour plus d'humidité et de nutriments, un liant sans œufs ni céréales. Elle maintient une faible teneur en glucides avec un profil de saveurs fraîches et vertes. Donne 4 galettes.
Ingrédients :
200 g de TorulaFeed
100 g d'épinards frais (hachés et flétris pour réduire le volume)
Reliure 12g
5 g d'herbes et d'épices (par exemple, basilic, cumin, poivre noir)
2g de sel
120 ml d'eau
8 g d'huile (pour faire flétrir les épinards et les lier)
Instructions :
Faire flétrir les épinards hachés dans 4 g d'huile à feu moyen pendant 2 à 3 minutes, puis les laisser refroidir.
Mélanger le TorulaFeed, le liant, les herbes, les épices et le sel.
Incorporer les épinards flétris, l'eau et le reste de l'huile ; laisser reposer 10 minutes pour lier le tout.
Former 4 galettes et les faire griller ou poêler pendant 5 minutes de chaque côté.
À déguster sur un lit de verdure pour un repas à teneur ultra-faible en glucides.
Recette de burger végétalien à base d'aubergines et d'épices à faible teneur en glucides
Incorporant des aubergines grillées pour une texture fumée et charnue, cette formule utilise le liant pour faire une galette ferme, ce qui donne ~8g de glucides nets par galette. L'aubergine ajoute du volume sans apporter de protéines ou de glucides significatifs. Donne 4 galettes.
Ingrédients :
200 g de TorulaFeed
80 g d'aubergines (coupées en dés et grillées)
Classeur 14g
6 g d'épices (p. ex. poudre de chili, coriandre, curcuma)
2g de sel
140 ml d'eau
10 g d'huile (pour rôtir et mélanger)
Instructions :
Couper l'aubergine en dés, la mélanger avec 5 g d'huile et la faire rôtir à 200°C (400°F) pendant 15 minutes jusqu'à ce qu'elle soit tendre.
Écraser légèrement l'aubergine rôtie et la mélanger à TorulaFeed, au liant, aux épices et au sel.
Ajouter l'eau et le reste de l'huile ; laisser le mélange s'hydrater pendant 15 minutes.
Former 4 galettes et les faire cuire au four à 190°C (375°F) pendant 20 minutes, en les retournant une fois, ou les faire frire à la poêle.
Accompagner de légumes marinés pour plus de piquant.
Utilisation de la méthylcellulose E461 comme liant
Les leaders du marché des galettes de viande végétaliennes sont Impossible Burger, Beyond Burger, Gardein Ultimate Plant-Based Burger, Lightlife Plant-Based Burger et Incogmeato Burger Patties. Tous utilisent la méthylcellulose E461 comme liant dans leurs galettes de viande végétalienne, ce qui donne une texture plus juteuse, semblable à celle de la viande, que certaines personnes préfèrent. La méthylcellulose se raffermit à la chaleur, ce qui permet aux galettes de garder leur forme pendant la cuisson et d'offrir une bouchée juteuse lorsqu'elles sont refroidies. La méthylcellulose est dérivée de la fibre de cellulose d'origine végétale, son utilisation dans l'alimentation est approuvée dans le monde entier et elle est relativement peu coûteuse.
Utiliser les graines de lin comme liant
Les graines de lin moulues, combinées à des quantités égales d'huile de canola, constituent également un liant sain. Elles ne sont pas aussi fermes à la cuisson, mais certains consommateurs estiment qu'elles sont plus naturelles que la méthylcellulose, qu'elles apportent des quantités égales d'acides gras oméga-6 et oméga-3 et qu'elles sont assez savoureuses. Combinée aux antioxydants de l'huile de canola, elle ne produit pas de mauvais goût dû à la peroxydation lors de la friture.
Coût des protéines dans les aliments
Si l'on compare le coût par kg de protéines de différents aliments, les galettes de viande végétalienne disponibles dans le commerce sont 3 fois plus chères que le bœuf haché et près de 50 fois plus chères que le TorulaBurger (voir ci-dessous). Les galettes de viande végétalienne sont destinées aux consommateurs aisés qui ne sont pas sensibles au coût de la nourriture, tandis que le TorulaBurger est une source peu coûteuse de protéines aussi saines que le saumon, mais dont le prix par kg de protéines est inférieur de 1/30 à celui du saumon.
| Source de protéines | Coût de détail par kg de protéines |
|---|---|
| Patte de hamburger impossible | 157 $/kg |
| Beyond Burger Patty | 124 $/kg |
| Filet de saumon (Atlantique, élevage) | 85 $/kg |
| Bœuf haché (85-90% de maigre) | 51 $/kg |
| Œufs | 48 $/kg |
| Longe de porc (désossée, avec peau) | 31 $/kg |
| Blanc de poulet (désossé, sans peau) | 30 $/kg |
| TorulaBurger | 3 $/kg |
Marchés cibles
Nous ciblons les régions où le riz, le maïs et le blé sont abondants et bon marché et où la demande de poisson et d'aliments pour animaux est forte. Les sucres issus de l'hydrolyse du riz, du maïs et du blé sont moins chers que la mélasse pour la culture de la levure.
L'Inde possède le riz blanc le moins cher, sous la forme de brisures de riz à 100 % (un sous-produit de l'usinage). Environ 20 millions de tonnes par an sont produites et coûtent environ 250 dollars par tonne sur le marché intérieur indien. L'ajout de son de riz à environ 200 $/MT permet d'obtenir un produit similaire au riz brun, mais à moindre coût puisque les brisures de riz sont beaucoup moins chères que le riz blanc.
| Pays | Maïs | Prix | Blé | Prix |
|---|---|---|---|---|
| États-Unis | 377 MMT/an | 157 $/MT | 54 MMT/an | 221 $/MT |
| Chine | 295 MMT/an | 321 $/MT | 140 MMT/an | 285 $/MT |
| Brésil | 132 MMT/an | 191 $/MT | 8 MMT/an | 231 $/MT |
| Argentine | 50 MMT/an | 174 $/MT | 19 MMT/an | 232 $/MT |
| Russie+Ukraine | 41 MMT/an | 175 $/MT | 105 MMT/an | 234 $/MT |
| Inde | 43 MMT/an | 315 $/MT | 113 MMT/an | 293 $/MT |
| Mexique | 25 MMT/an | 210 $/MT | 3 MMT/an | 262 $/MT |
À propos de nous
Hamrick Engineering a été fondé en 2013 par Edward B. Hamrick.
Edward (Ed) Hamrick a obtenu un diplôme d'ingénieur et de sciences appliquées avec mention à l'Institut de technologie de Californie (CalTech). Il a travaillé pendant trois ans à la NASA/JPL sur les projets International Ultraviolet Explorer et Voyager et a travaillé pendant dix ans chez Boeing en tant qu'ingénieur système principal et directeur de l'ingénierie. Ensuite, Ed a travaillé pendant cinq ans chez Convex Computer Corporation en tant qu'ingénieur système et responsable de l'ingénierie système. Ed est un entrepreneur prospère depuis 25 ans.
Alex Ablaev, MBA, PhD, est développeur d'affaires senior au niveau mondial. Alex a précédemment travaillé pour la division d'hydrolyse enzymatique de Genencor. Il est président de l'Association russe des biocarburants et directeur général de NanoTaiga, une entreprise russe qui utilise les technologies de CelloFuel en Russie.
Alan Pryce, CEng, est ingénieur en chef. Alan est un ingénieur mécanicien professionnel expérimenté - Chartered Engineer (CEng) - membre de l'Institute of Mechanical Engineers (IMechE) - avec plus de 10 ans d'expérience dans la conception mécanique et la gestion de projets d'automatisation d'usines au Royaume-Uni et en Europe. Il a été consultant principal en conception et chef de projet pendant plus de 30 ans au sein de Frazer-Nash Consultancy Ltd, où il a participé à de nombreux contrats de conception et de construction dans les secteurs militaire, ferroviaire, manufacturier et nucléaire.
Maria Kharina, PhD, est scientifique senior en microbiologie. Maria est titulaire d'un doctorat en biotechnologie et est une chercheuse avec plus de 10 ans d'expérience. Maria a été boursière Fulbright aux États-Unis en 2016-2017.
Beverley Nash est directrice du marketing. Beverley dirige Nash Marketing depuis plus de 30 ans et possède une vaste expérience en matière de planification et de développement du marketing, tant pour les entreprises nouvelles que pour les entreprises établies. Beverley a travaillé pour de nombreuses sociétés internationales sur le marché technique et a été responsable de la planification et de la gestion de nombreux programmes portant sur tous les aspects de la croissance des entreprises et des produits.
Ryan P. O'Connor(www.oconnor-company.com) fournit des conseils en matière de stratégie de propriété intellectuelle et de dépôt de brevets. M. O'Connor est titulaire d'un diplôme en génie chimique de l'Université de Notre Dame et d'un doctorat en génie chimique de l'Université du Minnesota. Il a déposé plus de 1000 demandes aux États-Unis et dans le cadre du PCT et est admis au barreau des brevets de l'Office des brevets et des marques des États-Unis.
Portefeuille de brevets de Hamrick Engineering
Contrôle de la contamination lors de la culture des levures
US12297423B2 (États-Unis): statut : délivré
Statut CN118043470A (Chine): Publié
RU2826104 (Russie) statut : Accordé
BR112024003499 (Brésil) statut : accordé
Méthodes de fermentation des cultures riches en hydrates de carbone
US9499839 (USA) statut : Accordé
RU2642296 (Russie) statut : Accordé
BR112016005352 (Brésil) statut : Accordé
CN107109440B (Chine) statut : Accordé
EP3140411 (Union européenne) statut : Accordé
Statut AR106148A1 (Argentine): Accordé
IN328228 (Inde) statut : Accordé
Notification de la délivrance par l'office ukrainien des brevets
Procédé de fermentation de tiges de la famille des Poacées
US9631209 (USA) statut : Accordé
RU2650870 (Russie) statut : Accordé
Statut EP3277825B1 (UE): Accordé
MX363750B (Mexique) statut : Accordé
CN107849585B (Chine) Statut : Accordé
BR112017008075 (Brésil) statut : Accordé
Méthodes et appareils pour séparer l'éthanol de la biomasse fermentée
US10087411 (USA) statut : Accordé
RU2685209 (Russie) statut : Accordé
EP3541489A1 (UE) statut : Accordé
MX371710 (Mexique) statut : Accordé
BR112018075838A2 (Brésil) statut : Accordé
IN332722 (Inde) statut : Accordé
Statut CA3025016A1 (Canada): Accordé
UA119630C2 (Ukraine) statut : Accordé
Méthodes et systèmes de production de sucres à partir de substrats riches en hydrates de carbone
US9194012 (USA) statut : Accordé
RU9194012 (Russie) statut : Accordé
CA2884907 (Canada) statut : Accordé
CN105283468 (Chine) statut : Accordé
EP3004178 (Union européenne) statut : Accordé